Most fleet managers and marine operators have sent a cylinder head out for repair and received it back looking clean. What happened in between is not always clear, and that gap is where a lot of rebuilds run into problems later. A resurfaced head is not the same as a repaired one, and the difference shows up after the engine is back in service.
This post walks through what a proper diesel cylinder head repair involves from disassembly to final inspection, and why each step exists.
Why Cylinder Head Repair Is One of the Most Misunderstood Jobs in Diesel Service
What Most People Think Cylinder Head Repair Means
The assumption most shops work from is that cylinder head service means resurfacing the mating face and replacing the head gasket. That covers the visible symptom, a failed seal, but it does not address what caused the failure or what else may have gone wrong inside the casting while the engine was running hot or under stress.
What a Proper Diesel Cylinder Head Service Actually Covers
A complete cylinder head repair covers the entire component: the casting, the valvetrain, the cooling passages, the injector tubes, and every surface that affects sealing, combustion, and lubrication. Resurfacing is one step near the end of that process. It is not the process itself.
Step One: Disassembly and Cleaning
Why Complete Disassembly Comes Before Any Inspection
A cylinder head cannot be accurately inspected or measured while assembled. Valves, springs, retainers, seals, injector tubes, and core plugs all need to come out before anything can be seen clearly. Carbon buildup, oil residue, and corrosion mask defects that only become visible on a clean, bare casting.
What Gets Removed and Why It Matters for Accurate Assessment
Everything comes out: valves, springs, keepers, seals, injector tubes, and plugs. Professional cleaning follows, removing combustion deposits, coolant scale, and debris from every passage and surface. What looks like a crack on a dirty casting can turn out to be surface contamination, and what looked minor can turn out to be significant. Cleaning is what makes the difference between guessing and knowing.
Step Two: Crack Detection Before Any Machining Begins
Why Magnaflux Crack Detection Is Non-Negotiable at This Stage
Crack detection happens before any machining because machining a cracked casting wastes time and money on a part that cannot be used. Magnaflux inspection magnetizes the casting and applies iron particles that gather along any fracture, making cracks visible under ultraviolet light even when invisible to the naked eye. This step applies to the entire casting: the combustion face, valve spring areas, bolt holes, and areas around coolant passages.
If you want to learn more about which components get missed during magnaflux testing and what the consequences are, check out our guide on the components shops forget to test during magnaflux crack detection.
Cylinder Head Crack Repair in South Florida: What Happens When a Crack Is Found
When a crack is identified, the casting is evaluated for repair or replacement before the job moves forward. Some cracks in non-critical areas can be addressed through welding or specialized repair processes. Others, particularly those running through combustion chambers or coolant passages, indicate a component that cannot be safely restored. Finding a crack at this stage is a good outcome. Finding it after reassembly is not.
Step Three: Component Inspection and Measurement
Valves, Guides, Springs, and Seats: What Gets Measured and Against What Standard
Every valvetrain component gets measured against OEM specifications:
- Valve stems for wear and diameter
- Valve guides for clearance and concentricity
- Valve springs for tension and free length
- Seat surfaces for recession and contact angle
Any component outside tolerance gets flagged for repair or replacement. The measurements are recorded, not estimated.
What Gets Replaced vs What Gets Restored
Valve seals and soft components are replaced as a matter of course. Valves within spec get cleaned and reused. Guides worn beyond tolerance get replaced. Springs that have lost tension get replaced. The goal is not to replace everything, it is to confirm what is acceptable and correct what is not.
Step Four: Valve Grinding and Seat Machining
What Valve Grinding Actually Does for Engine Performance
Valve grinding restores the sealing surface on the valve face to the correct angle and finish. A valve that does not seal fully against its seat allows combustion pressure to escape, reduces compression, and creates heat that accelerates wear. Grinding brings the contact surface back to spec so the seal holds under operating conditions.
Why Seat Cutting Matters as Much as the Valve Itself
The seat is the surface the valve closes against. If it is recessed, worn at the wrong angle, or damaged, a freshly ground valve will not seal against it regardless of how precise the face is. Both surfaces have to match. Seat machining restores the correct profile, width, and angle so valve and seat form a tight, consistent seal across the full contact area.
Step Five: Injector Tube Service
Why Injector Tubes Are Part of a Complete Cylinder Head Job
Injector tubes pass through the water jacket and seal the injector from coolant. When they leak, coolant enters the combustion chamber or injector bore, and fuel or combustion gases can work their way into the cooling system. Because the tubes are removed during disassembly anyway, inspecting and replacing them at this stage is the right time to do it, not after the engine is back running and showing symptoms.
What Skipping This Step Costs Later
A job completed with new valves, a resurfaced deck, and pressure-tested passages but untouched injector tubes can develop a coolant leak within a short amount of running time. At that point, the engine comes apart again. Every deferred step costs more during a second teardown than it would have during the first.
Step Six: Pressure Testing Before Reassembly
What Pressure Testing Confirms That Visual Inspection Cannot
Pressure testing applies controlled air or fluid pressure to the cooling passages while the casting is sealed, revealing any leak through a crack or porosity that magnaflux may not detect. Magnaflux finds surface and near-surface flaws in ferrous metal. Pressure testing confirms whether a passage holds pressure, which is a different question. The two tests cover different failure modes and both are necessary.
If you want to learn more about how pressure testing works as a standalone service and what it confirms on engine components, check out our guide on pressure testing for diesel engine components.
What a Failed Pressure Test Means and What Happens Next
A failed test at this stage means the casting goes back for further evaluation before reassembly. The source of the leak is identified and either repaired or used to determine the part is not serviceable. A casting that cannot hold pressure and goes back into an engine will develop the same problem under load, typically sooner rather than later.
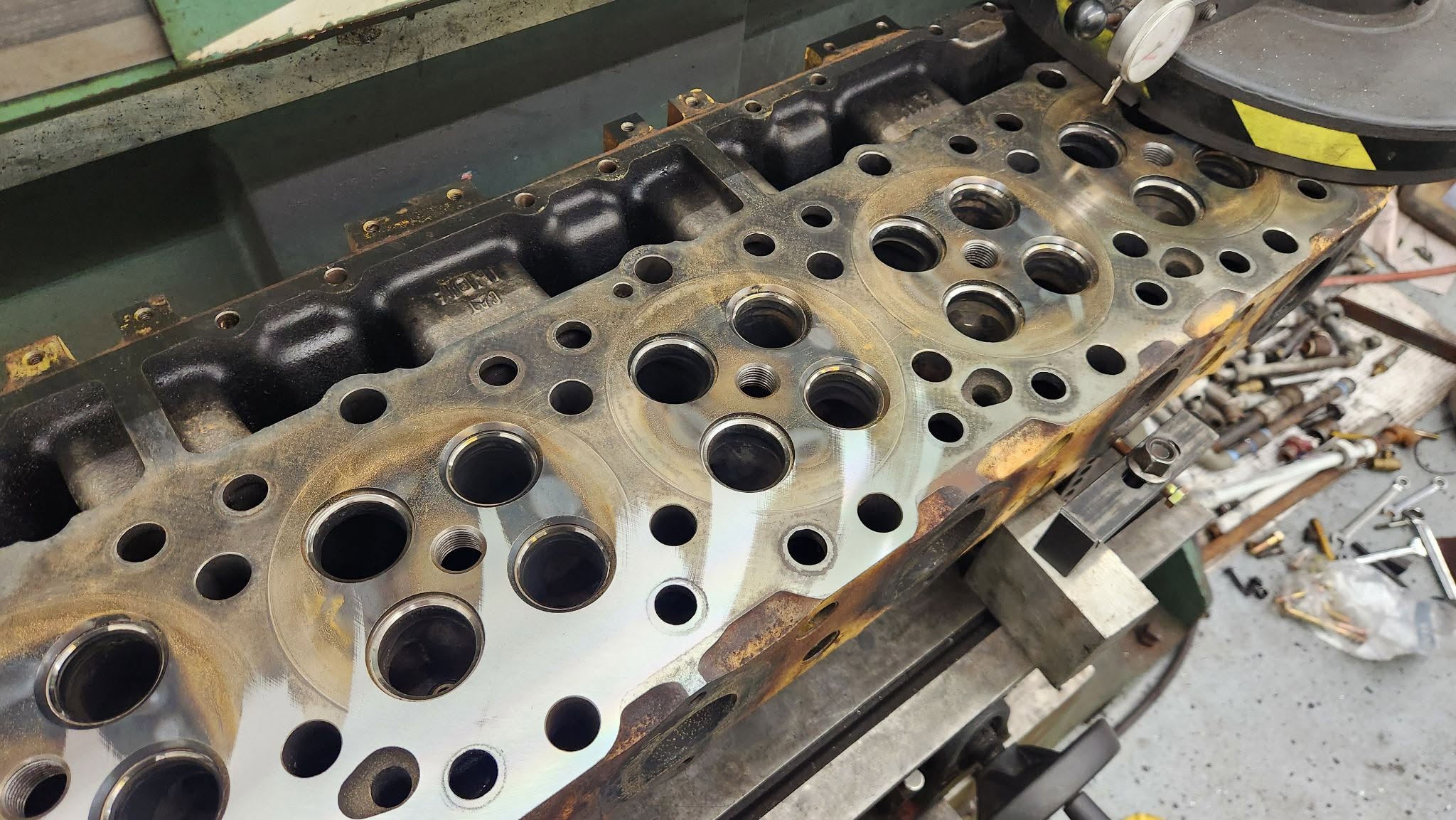
Step Seven: Final Cleaning, Resurfacing, and Assembly
Why Resurfacing Is the Last Machining Step, Not the Only One
Resurfacing the deck happens after crack detection, component inspection, valve work, injector tube service, and pressure testing are all complete. The deck is machined flat to restore the sealing surface for the gasket and block. Doing it last means the surface is fresh and correct when the component ships.
What the Head Should Look Like When It Leaves the Shop
A properly completed job leaves the shop with:
- A clean, flat deck surface machined to spec
- Valves seated, ground, and confirmed for contact
- Guides and springs within tolerance or replaced
- Injector tubes installed and sealed
- All passages pressure-tested and confirmed leak-free
- Documentation of what was inspected, measured, and corrected
Diesel Cylinder Head Services in Miami: What Motor Service Group Covers
Fleet Operators, Marine Engines, and Heavy Equipment Across Miami-Dade, Broward, and Palm Beach
Motor Service Group has performed diesel cylinder head repair in Miami since 1949. The shop serves commercial fleet operators, marine engine customers, heavy equipment operators, and industrial diesel applications across Miami-Dade, Broward, and Palm Beach counties. Every job that comes through follows the same complete process, regardless of the engine platform or the size of the operation.
Why 75 Years of Diesel Machining Experience Changes What Gets Caught
Diesel engine machining is a trade built on accumulated knowledge about what fails, how it fails, and what it looks like before it fails completely. A shop operating since 1949 has encountered failure modes that newer operations have not seen yet. That experience sits behind the inspection process and determines whether a job comes back correct or surfaces a problem after installation.
If you want to learn more about what separates a dedicated diesel machine shop from a general repair facility, check out our guide on what a diesel engine machine shop actually does that a general repair shop cannot.
Quick Answers
What is included in a complete cylinder head repair?
Disassembly, professional cleaning, magnaflux crack detection, full component inspection and measurement, valve grinding, seat machining, injector tube service, pressure testing, resurfacing, and final assembly. A resurfacing alone is not a complete repair.
How do I know if my cylinder head needs repair or replacement?
Crack detection and pressure testing determine that. A casting with repairable cracks, worn valvetrain components, and sound structure is a repair candidate. One with cracks through combustion chambers or coolant passages, or that cannot hold pressure, typically requires replacement.
What causes a diesel cylinder head to crack?
Overheating is the most common cause. Rapid temperature changes, coolant loss, or extended operation at high temperatures create thermal stress the casting absorbs over time. Poor coolant maintenance and delayed repairs to cooling system issues accelerate the process.
Does Motor Service Group perform cylinder head repair on marine diesel engines?
Yes. Motor Service Group services marine diesel cylinder heads across the same complete process as fleet and heavy equipment applications, serving customers throughout Miami-Dade, Broward, and Palm Beach counties.
How long does diesel cylinder head repair take?
Timeline depends on what the inspection finds. A job with straightforward valve work and no crack issues moves faster than one requiring additional repair steps. Motor Service Group provides a timeline after teardown and inspection, when the actual scope is known.
The Right Shop for the Full Job
Motor Service Group performs complete diesel cylinder head repair in Miami for fleet operators, marine customers, and heavy equipment teams across South Florida.
Contact our team today to discuss your cylinder head and schedule an evaluation.